
Why Industrial Control Needs Adaptive AI.
Industrial companies have spent millions of dollars on software applications to try and improve their operations. Many software companies promote digital connectivity and visualisation to achieve insight into their processes and machinery. The reality though is that the underlying control system uses techniques or control strategies that are more than one hundred years old. PID control was invented in the early 1900’s and only works effectively in linear applications. Model Predictive Control was invented in the later 1900’s to improve performance over PID, particularly in non-linear applications, but this requires deep expertise to set up and performance degrades over time requiring extensive maintenance.
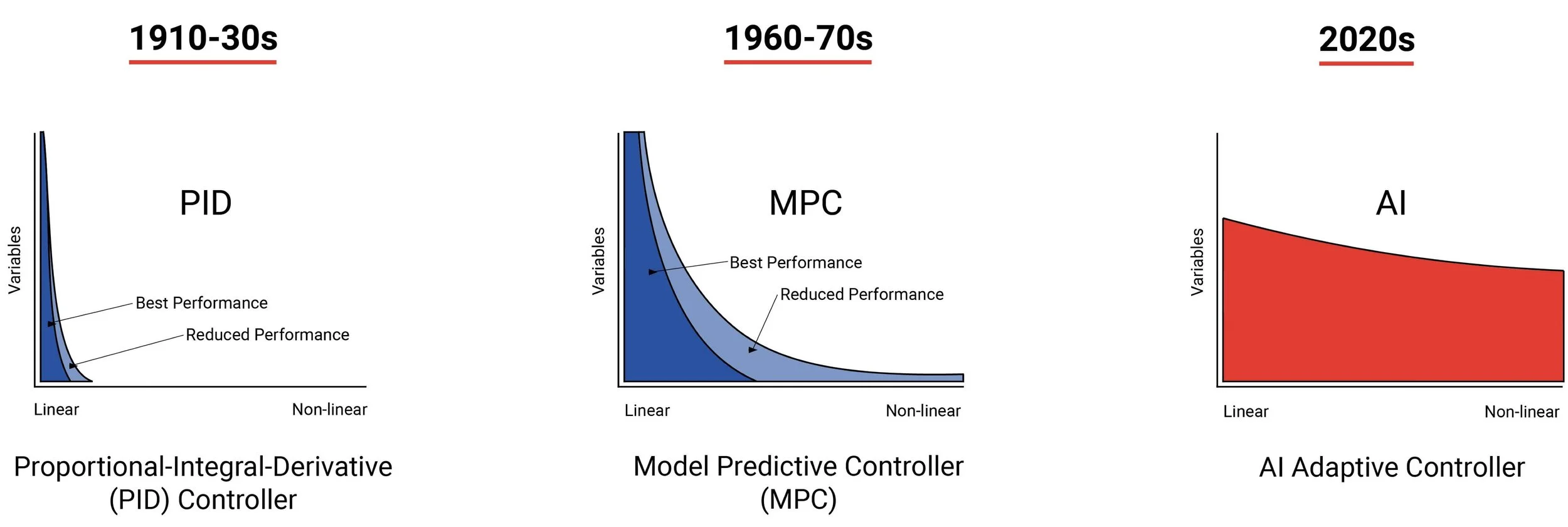
Something more powerful and modern is needed to change outcomes for companies. Adaptive Intelligence is the revolutionary control technique that has been made possible through the computing power of artificial intelligence.
Why control can be challenging
Control systems are crucial in modern engineering and technology because they ensure the stability, efficiency, and safety of various processes and systems. They automate operations, reducing human error and increasing precision in industries ranging from manufacturing to aerospace.
By maintaining desired outputs despite disturbances, control systems can enhance the performance and reliability of industrial systems. Many systems and processes are not that straight forward to control and optimise, especially when economic performance is being optimised in the presence of constraints (physical, safety, environmental limits).
Characteristics that can make a process difficult to control and optimise include:
Non-linearity (meaning process variables interact), physical constraints and asymmetries.
Dynamic processes, especially when a system has unstable / fast response relative to the sensor sampling rate or compute time.
Uncertain states and objectives. In many processes the system state cannot be directly measured, but instead must be inferred through sensor data and historical time series.
Constant change, unanticipated events and perturbations
High number of inputs and outputs (MIMO – Many Inputs Many Outputs)
Industrial control loops are subject to constant change
Of all of these control challenges, constant change is one of the largest causes of performance degradation:
Mechanical variation
Equipment wears and degrades over time and replaced parts have differing states of wear. This introduces variation in key physical parameters such as force, distance, time, pressure and torque. Even the smallest changes can cause a “tuned” system to drift out of calibration, leading to poor performance. Control performance can be maintained with maintenance and re-tuning, but the task of tuning is one of the most neglected in industrial facilities.
Feedstock / Raw material variation
The feedstock or raw material entering a process is generally not consistent. Manufacturers need to switch feedstocks based on market supply and the prevailing market conditions. In addition, many organisations face pressure to adopt circular economy strategies, blending recycled materials with pure material, adding complexity to process control. Many gases, liquids and solids have varying levels of impurities where the quality characteristics differ from one batch to another. These inconsistencies create batches or blends that require different process control to achieve the best output quality.
Environmental variation
Global warming is driving extreme climate behaviour. This results in unpredictable swings in temperature and humidity. These environmental variations cause expansion/contraction in mechanical equipment which affects the performance. Thermal processes that absorb heat from the environment, or transfer heat to the surrounding space, behave different when the ambient temperature is elevated above normal conditions. Humidity also affects the feedstock creating a higher moisture content which can make powders stickier.
Load / Batch / Task variation
In the modern Industry 4.0 economy, market demands are highly dynamic. Consumers expect customisation, personalisation and quick adaption to changing needs. Manufacturers have to be agile and switch product grades for greater efficiency, competitiveness and optimisation of resources. Different product runs on the same machine might require different tuning settings. Modular production lines also offer flexibility by allowing different production cells to be coupled, or decoupled, based on product runs. From the production line level, down to the individual actuator level, loads, batches and tasks are constantly changing.
Human variation
Operators create variation in the way that they operate machines or processes from one shift to another. They make mistakes, or sometimes intentionally try to bypass sensors to drive behaviour they believe is best for the production run. While operator behaviour often has the best intentions it often produces variable results, worse than the theoretical optimum the process could achieve.
Due to all of these changes, production processes are constantly drifting, and if the control system can’t adapt to all these changes, the underlying performance of the overall system drifts. The consequence of this is sub-optimal production, wasted energy, higher scrap rates, and more variable product quality. All of which hurts the operating margins, performance, and competitiveness of manufacturers.
The limitations of PID control
For decades, Proportional Integral Derivative (PID) control and its variants have been the workhorse of feedback control methods used throughout industrial process control. PID functionality is available for control engineers to use in commercially-off-the-shelf control equipment such as PLC’s, DCS and single loop controllers. These relatively simple electronics and software solutions are best suited for straight forward control loops that:
are linear,
are non-dynamic,
have low uncertainty and
have few inputs/outputs per loop.
While PID algorithms are widely used and effective in various applications, there are unfortunately several technical algorithm limitations such as:
PID controllers are unable to handle nonlinear systems or processes with significant variations in dynamics. Systems exhibiting complex behaviours often exhibit poor performance and instability.
Tuning PID parameters can be challenging, as optimal settings may vary depending on operating conditions, making it labour-intensive and time-consuming.
Most control problems are multiple input and multiple output (MIMO) systems. Solving these problems with PID often requires separating out the control variables into different decoupled PID loops, each tuned at their own control frequency. The isolated single-variable loops do not account for one another, which can lead to single-variable controllers “fighting” to achieve their own setpoints, negatively affecting other process variables.
Whilst the integral term can compensate for some of these fighting effects, the integral term can “wind up” leading to overshoots and unexpected behaviour.
PID is fundamentally reactive control and lacks the ability to anticipate future changes or adapt to evolving system dynamics. This makes it less suitable for applications where unpredictable disturbances or setpoint changes are present.
Further to the technical limitations of the algorithm, the implementation of PID in industrial control loops has frequently been poorly executed. Studies have been performed since the early 1990’s to evaluate the performance of thousands of control loops in hundreds of industrial operating plants and applications. These reports from recent decades show that approximately 66% of PID loops in industry have performance problems. This sobering statistic has shown very little improvement over time despite many improvements in tuning options.
PID Control loops remain extremely unoptimised.
A simplification of various study findings reveals a “rule of thirds” for PID performance in industrial plants, namely:
1/3 working properly
1/3 poorly tuned (includes running with factory default gain settings)
1/3 running in manual mode (PID disabled due to poor performance)
Regrettably, these statistics have not changed much over time, due to the global increase in automation, shortages of skilled resources, and time constraints of maintenance teams.
The degraded performance of PID implementations is generally due to factors such as:
Inadequate controller tuning (either poor or conservative)
lack of maintenance and re-calibration
poor design
sensor drift
poor or missing feedforward compensation
inappropriate control structure
changes in status of the plant equipment (mechanical wear or plant modifications)
An example of how PID performance degrades outside its’ region of tuning is shown in the 6 graphs below. A pendulum using a PID controller was tuned to position itself at 180 degrees with a “mass 1” attached, as per the red line graph. The mass was changed to represent an industrial load variation as show by “mass 2” and “mass 3” as shown in the 2nd and 3rd graphs. As the mass changes we see how the blue lines start to overshoot. In the final 3 graphs, the target position was changed from 180 degrees to 90 degrees without adjusting the tuning. You can see the blue lines undershooting. This over- and under-shooting is unacceptable from a control system perspective.

Graphs of pendulum position control with PID
As a result of all of these limitations, in scenarios where precise control, robustness, and adaptability are crucial, PID control may fall short, necessitating the need for a more advanced control strategy. This need introduces Model Predictive Control for advanced control.
MPC – high performance but costly to implement and maintain
Model Predictive Control (MPC) is an advanced control strategy that uses a mathematical model of a system to predict and optimise future control actions. By continuously solving an optimisation problem over a future time horizon, MPC determines the control inputs that will optimise the desired performance criteria, such as minimising energy consumption or maximising efficiency, while adhering to system constraints like safety limits and actuator capacities. This predictive capability allows MPC to handle multivariable systems and interactions effectively, making it well suited to complex industrial processes.
Despite the success of MPC in high value chemical applications and other similar sectors, it has struggled to achieve widespread adoption on the level of PID control. This is due to three main limitations:
Computational Complexity:
The primary limitation of MPC is its computational demand. Solving an optimisation problem at each control step can be computationally intensive, particularly for large-scale systems or systems with fast dynamics. This requirement can limit its applicability in real-time systems where computational resources are constrained or where high-speed control is necessary.
Model Dependency:
MPC relies heavily on the accuracy of the process model. Any discrepancies between the model and the actual process can degrade performance. Developing and maintaining an accurate model can be challenging, especially for highly non-linear or time-varying systems. Model inaccuracies can lead to suboptimal control actions or even instability.
Implementation Complexity and Cost to Maintain:
Implementing MPC if far more complex and costly than traditional PID control methods. It requires expertise in system modelling, optimisation, and control theory. Additionally, MPC controllers still need tuning by selecting appropriate prediction horizons, control horizons, and weights in the objective function. MPC tuning and maintenance is a nontrivial task and often requires significant experimentation and experience.
At many industrial sites, MPC usage drops significantly over time and can reduce the impact of initial capital and engineering investments. According to McKinsey, nearly 40% of Advanced Process Control systems installed are not being used. The reality is that for many industrial processes MPC is still not a cost effective or performant choice, causing them to fall back on simpler PID systems.
APC’s are not being used.
What is Adaptive AI?
Adaptive AI aims to solve problems encountered in traditional static AI models. Conventional AI can struggle to respond to changes in the environment or changing goals during operations. They often lack sufficient data for edge cases leading to poor performance and generalisation. Adaptive AI can revise its own state to adjust for real-world dynamic changes long after the initial training process. It allows for changes in the AI model behaviour post-deployment by using real-time feedback, to continuously learn and retrain the AI model within runtime and development environments, based on new data and adjusted operator goals. Adaptive AI systems can adapt quickly to changing real-world circumstances, providing a degree of self-learning and generalisation. These attributes make Adaptive AI the ideal Artificial Intelligence technology for industrial control systems.
“Adaptive AI systems aim to continuously retrain models or apply other mechanisms to adapt and learn within runtime and development environments — making them more adaptive and resilient to change.” Gartner Distinguished VP Analyst, Erick Brethenouxi.
“Gartner expects that by 2026, enterprises that have adopted … adaptive AI systems will outperform their peers in the number and time it takes to operationalise artificial intelligence models by at least 25%.”
How does Luffy’s Adaptive AI work?
Luffy’s adaptive AI framework is built on neuroevolution. We simulate evolutionary processes to evolve the ideal network structure for a given control problem. By using an evolutionary algorithm, we free up the constraints on the network architecture, which allows us to include biologically inspired mechanisms such as neuroplasticity and neuromodulation. This in turn allows us to make dynamic neural networks that can tune themselves using live feedback from real world data.
Our development process includes four main steps:
Digital Twin
First, we develop a super efficient digital twin of the physical asset or process. This replicates the asset in a virtual environment, including its key features, functions and behaviours.
Training with Domain Randomisation
In this virtual environment, our neuroevolution algorithm evolves and trains an adaptive AI controller. The AI is exposed to a multiverse of thousands of scenarios and versions of this equipment. This allows the AI to learn how to adapt to any individual situation or change in operating objectives.
Test in Simulation
By running simulations against a set of validation scenarios, we validate the behaviour and extrapolation properties of the AI controller. This ensures both safety and correct targeting of key value drivers.
Deploy in Hardware
Finally, the Adaptive AI controller is embedded into the edge hardware. The AI algorithms continuously adapt to the edge system, fine-tuning and optimising performance in the face of an ever-changing industrial environment. No internet or cloud connection required.
Our Vision for Adaptive AI Control
At Luffy, we believe that each level of the traditional automation stack can be mapped over to a new solution built on an adaptive AI architecture, offering superior performance and economics. Luffy has built a proprietary software stack that allows us to build and deploy Adaptive AI controllers across the entire automation stack.
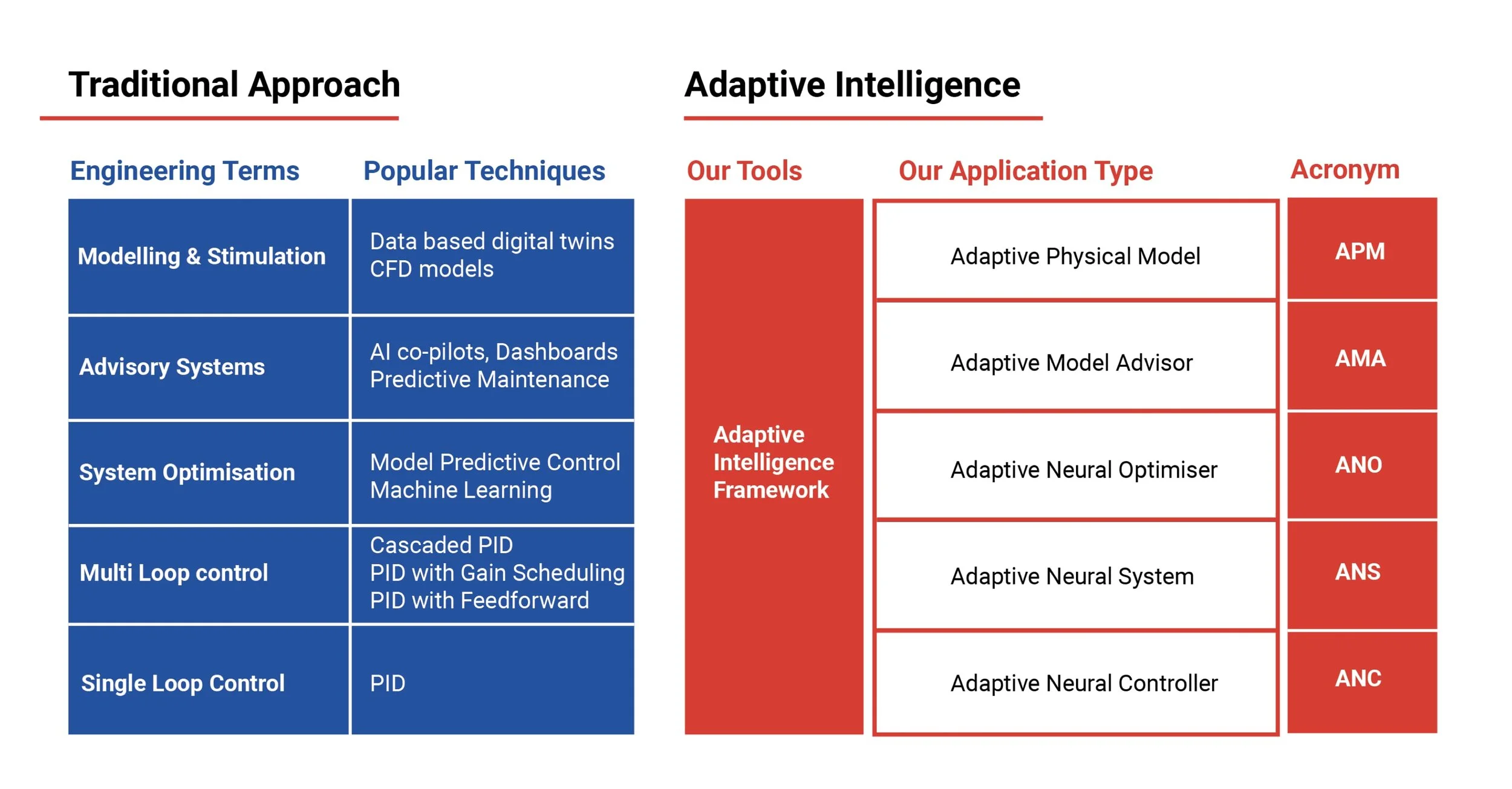
Our propossed framework for Adaptive AI Control
ANC
The Adaptive Neural Controller (ANC) is the lowest level closed loop Adaptive AI controller. It behaves like an adaptive PID controller in Single Input Single Output (SISO) applications. Unlike a traditional PID controller, the ANC dynamically adjusts its behaviour to maintain optimal performance in the presence of varying system dynamics and external disturbances.
Replaces: PID loops
Examples: motion control, flow control, temperature control
ANS
The Adaptive Neural System (ANS) is a closed loop AI controller that manages multiple interconnected process variables. It dynamically adjusts its state and behaviour in real-time to maintain optimal performance across the entire system. This type of controller is particularly useful in complex processes where interactions between different control loops can significantly impact overall performance.
Replaces: Cascaded PID, gain scheduling
Examples: HVAC systems, automotive engine control, drones, wind turbine control
ANO
An Adaptive Neural Optimiser (ANO) is an Adaptive AI replacement for MPC systems. It typically targets the control of a whole unit process. Adaptive AI offers many advantages over traditional MPC, especially when dealing with highly complex, dynamic and nonlinear systems. ANO’s are typically cheaper to implement and maintain, for similar or better levels of performance.
Replaces: MPC
Examples: Furnaces, chemical reactors, distillation columns
APM
An Adaptive Physical Model (APM) is a first principles physics model which captures key process knowledge from your technical/operations experts. This model is a key ingredient used in the development and training of all the other AI controllers or modelling tools produced by Luffy. The physics model can be combined with advanced statistical sampling techniques to create a dynamic model that can change its predictions over time based on the connected sensors and state of the system.
Replaces: data driven Digital Twin, expert system, AI copilot
Examples: all industries
ANA
An Adaptive Neural Advisor (ANA) is the combination of the APM with an ANO. The adaptive physics model is combined with a virtual AI controller to run the virtual plant, providing recommendations to operators, predicted plant behaviour and acting as an operator training tool. Business teams can use it for what if analysis to test plant design/operating trade-offs.
Replaces: advisory systems, AI copilots
Examples: Furnaces, rolling mills, grinding circuits
A product library provides the base controller types for each industrial process. Customers can choose the controller level and integration options that best suit their control needs and current automation stack.
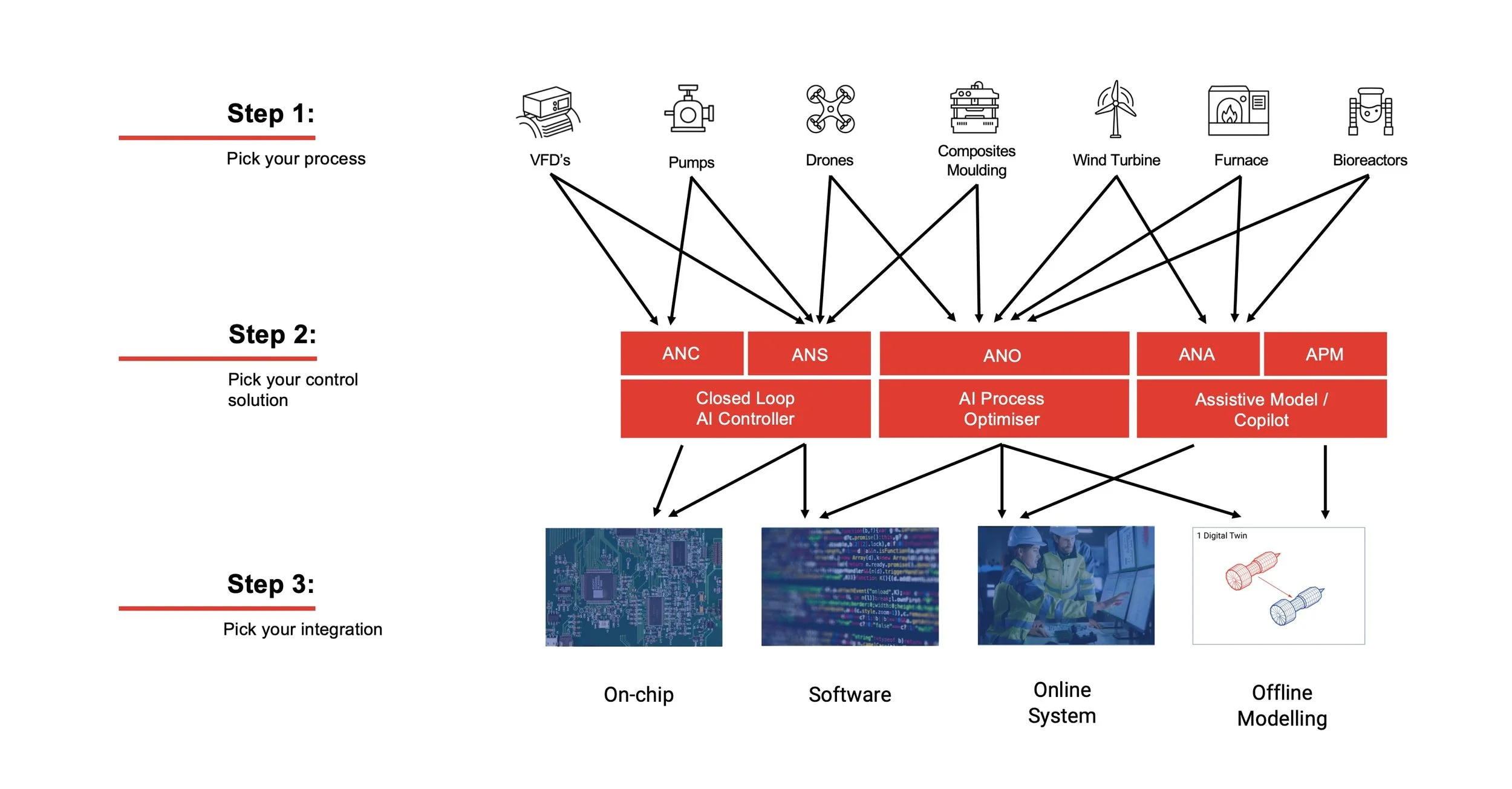
Proposed product library
Just interested in a single element? No problem. An Adaptive AI controller be designed just for the elements needed, or the whole automation stack. We envision a future where plant designers and control engineers can seamlessly mix and match Adaptive AI with conventional control technologies. Engineers need the freedom to chose the right technology for each element of their process. For example, a control engineer could look at a piping and instrumentation diagram (P&ID) such as in the image above and decide which loops they will use traditional PID for and which loops they will select the powerful AI equivalents for.
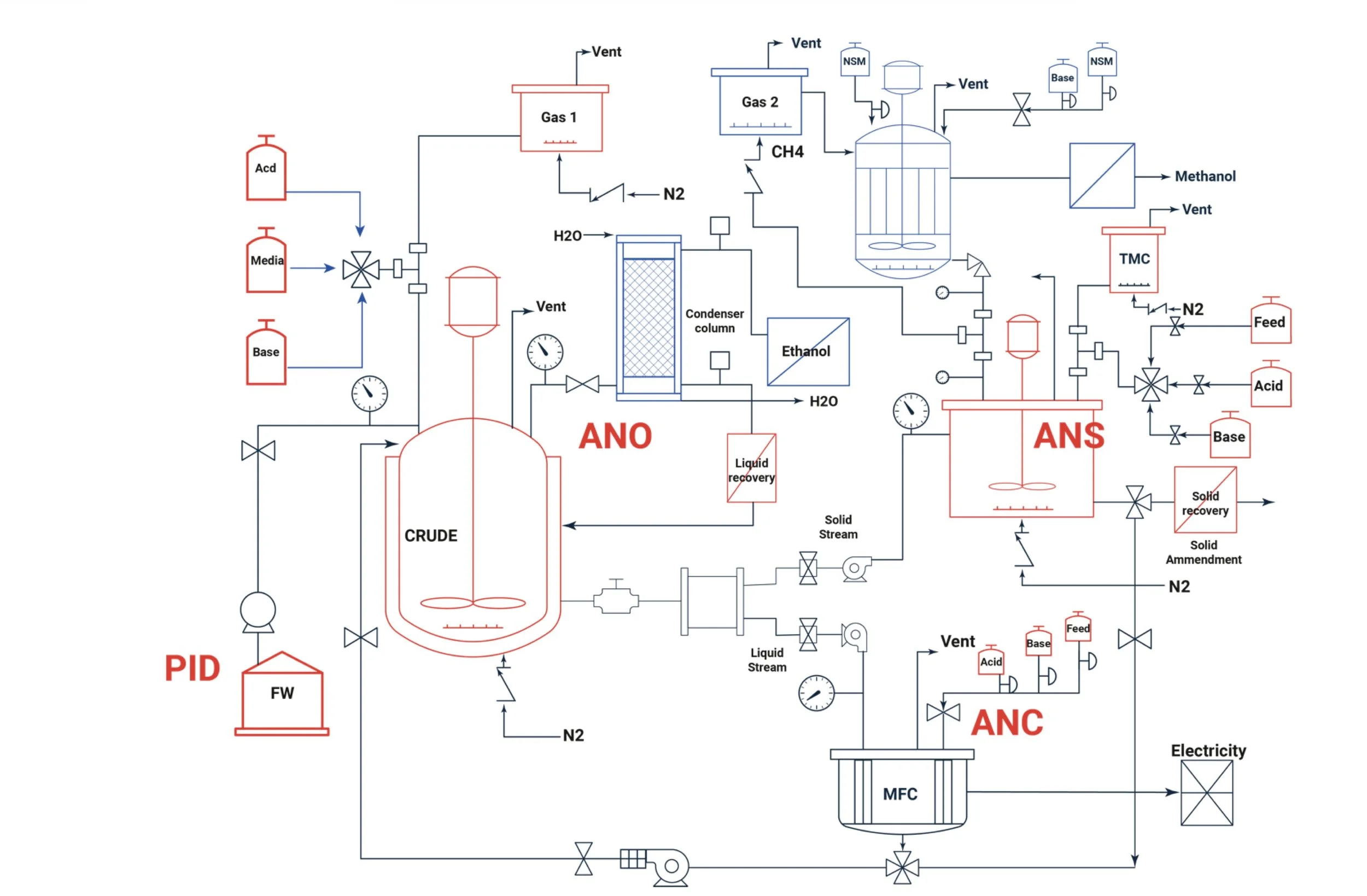
Full control architecture
Integration into plant control architecture
Adaptive AI controllers can easily be integrated into most modern automation control & software architectures. Our technology is computationally efficient and we can wrap it to fit in most application or firmware environments. This means the AI can run from inside the current control and software products you are using to running your plant, such as:
Industrial software – eg. HMI/SCADA, Co-pilots, Web Hubs, etc
Industrial control systems – eg. PLC, DCS, EDGE, etc.
Motion controller – VFD, Servo, CNC, etc
The Benefits
Adaptive AI controllers offer many benefits over traditional control techniques.
Unlocks wider performance envelope
Many manufacturers don’t realise the full value of their hardware assets because the implemented control system is only capable of operating in a narrow operational envelope. This is typically limited by the regions where the controller has been tuned or linear behaviour can be guaranteed. Adaptive AI is subject to no such constraints, and can use continuous feedback for iterative improvements and fine tuning to the current operating conditions. Overall, this means manufacturers can access the full physical range of their equipment.
Low computational requirement
Adaptive Intelligence is built differently to traditional types of AI such as Deep Learning. Unlike the restricted architecture and rigid structure of Deep Learning, Luffy’s evolved networks are only grown to the size required for the problem. Our biomimetic approach enables unlimited use of recurrency and neuroplasticity which means our compiled neural networks are hundreds of times more computationally efficient than other methods. Because of the low computational requirement, neuroplastic networks can be easily embedded into edge hardware.
No cloud or remote connection needed (works entirely “on-premise”)
In a neuroplastic adaptive AI architecture, the adaption mechanisms are built into the network itself. During runtime the network uses real-time data to tune and optimise itself to the edge equipment. No need to send data back to the cloud for periodic retraining.
No historical data needed
Most established AI techniques require large data sets for training. This becomes a barrier to adoption as many manufacturers find the data too difficult or expensive to obtain. Instead, Adaptive AI can be trained on the process models and physics simulations already used is the system design. This makes adaptive AI suitable for a wide range of control application where simulation models are already available.
Can balance multiple objectives
Adaptive AI control systems can be trained directly on the objectives of the plant. Whether this be energy efficiency, process yield or quality, the AI can be trained to balance multiple objectives whilst respecting safety constraints. A customer could have multiple AI modes allowing them, for example, to switch between a performance mode and an energy efficiency mode. This gives manufacturers the confidence to know that as the market conditions and available feed stocks change, they can switch to an AI mode aligned with their current operating priorities.
Flexible Integration
Given their compute efficiency and versatility, Adaptive AI controllers can be deployed into almost any architecture such as on-chip, embedded C++ function blocks, or offline advisory and modelling systems.
Why the time is right for Adaptive AI Control?
According to McKinsey research, operators that have already applied AI in industrial processing plants have reported a 10-15% increase in production, and a 4-5% increase in EBITA. So far, less than 20% of manufacturers have rolled out AI technology into routine operations, meaning there is still significant scope for further improvements and impacts. Overall, McKinsey estimates AI has the potential to unlock $1 trillion in value across the industrial sector. AI control is potentially the biggest level for impact.
Now is the right time for manufacturers to adopt Adaptive AI control because:
Big Data and IoT Integration:
The proliferation of Internet of Things (IoT) devices has led to an explosion of data from various sensors and operational equipment. Most ageing plants have made significant investments in sensing and digitalisation of their plants. But the large quantities of data can’t be easily integrated into existing PID and MPC systems. AI systems excel at analysing vast datasets, extracting meaningful insights, and optimizing processes based on real-time data, thereby improving efficiency and reducing downtime.
Economic Pressure and Competitive Advantage
Industries are under constant pressure to improve efficiency, reduce costs, and enhance productivity. AI process control systems create a competitive advantage for the operator by optimising operations, reducing waste, and increasing overall efficiency, which can translate to significant cost savings and improved profitability.
Regulatory and Environmental Factors:
Stricter regulations and growing environmental concerns drive the need for more efficient and sustainable processes. AI process control systems can help meet regulatory requirements and reduce environmental impact by optimising resource usage and minimising emissions.
Scalability and Flexibility:
Adaptive AI control systems are highly scalable and can be adapted to various industries and applications. Their flexibility allows for easy integration with existing systems and processes, making it easier for companies to adopt AI without extensive overhauls of their current infrastructure.
Industry 4.0 and Digital Transformation:
The broader trend of digital transformation and the adoption of Industry 4.0 principles emphasise the integration of digital technologies, including AI, to create smart factories and intelligent manufacturing processes. Adaptive AI control systems are a key component of this transformation, enabling more connected, efficient, and agile industrial operations.
Overall, the convergence of technological advancements, economic pressures, regulatory demands, and the broader trend of digital transformation creates a fertile environment for the adoption and success of Adaptive AI control systems.
References
i “Why Adaptive AI Should Matter to Your Business”, Gartner, October 2022.
ii “AI: The next frontier of performance in industrial processing plants,” McKinsey, September 2023.
iii IoT Analytics Research
iv“The future is now: Unlocking the promise of AI in industrials,” McKinsey, December 2022.
v “Increasing Customer Value of Industrial Control Performance Monitoring - Honeywell's Experience” Desborough, L., 2002.
vi “Process control performance: not as good as you think”, David Ender, 1993.
vii “Using AI to accelerate process optimization: Is your plant ready?” McKinsey, August 2024.